製造過程〈精密加工產品〉
石英可以通過融接或是接合等技術將數個部品經由拼裝組合而製作成ㄧ個產品,然而若是要製作複雜結構的產品時,工序也會更加複雜。 在此我們沿著簡略化的流程,簡單介紹本公司從頭到精密加工完成後的產品為止所具有代表性的幾項製程。
※因為石英可能會因爲加工扭曲而造成損傷的可能性,所以在每道製程中為了去除扭曲不良發生,都會進行「Annealing 退火處理」程式的熱處理,但我們省略了這樣的製程。
1材料選擇
2切斷・切片
3研磨・加工
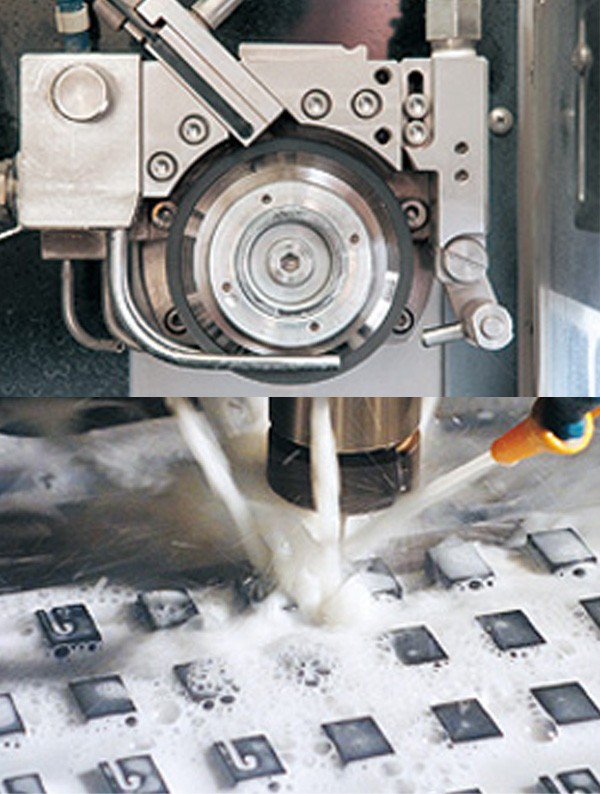
這是對產品的材料進行加工處理或是塑造出產品本身的形狀的製程。我們擁有使用加工中心或是雷射加工設備進行小孔徑加工等精密的研磨雕刻技術,根據產品本身要求的精度和品質,選擇最佳的加工方法,搭配上最適合的加工設備,進行產品的製造。
關於本公司的主力產品-流式細胞術Cell(血液/尿液檢查診斷設備用Flow Cell),量產時使用專用的畫面影像處理研磨系統進行生產。
小孔徑的加工方法的比較
| 加工方法 | 最小加工直徑(mm) | 加工精度(mm) | 備註 |
|---|---|---|---|
| 機械加工中心 | Φ0.3 | 0.02 | |
| 雷射加工 | Φ0.3 | 0.05 | Φ0.01~0.02mm開發中 |
| 超聲波加工 | Φ0.5 | 0.05 |
※表內數字是指代表值。經磋商後我們設定規格。
4研磨

我們根據產品大小以及要求的規格,從各種研磨機台中,選擇最適當的設備進行加工。例如適合於基板研磨的兩面研磨機,適合研磨結構物或少量製造的單面研磨機等。
伴隨著加工技術的高精度化,以及高度分解能力的推進,對於安裝在診斷/分析設備上的Flow Cell的光穿透面的損耗標準也逐年加嚴,業界所要求的研磨面加工必須達到極少損傷的高平坦化的品質。此外,為了提升接合品質,持續的研磨技術改善也是不可缺。本公司除了鼓勵員工取得國家認證的研磨技師的資格之外,並持續不斷的追求研磨技術的改善。
研磨處理的比較
| 加工方法 | 最大工作尺寸(mm) | 完成磨粒 | 表面粗糙度 Ra(nm) |
|---|---|---|---|
| 單面研磨(小) | Φ200 | 二氧化鈰 | 0.5 |
| 單面研磨(大) | Φ1,000 | 二氧化鈰 | 0.1 |
| 雙面研磨 | Φ400 | 二氧化鈰 | 0.3 |
| 矽酸膠 | 0.1 |
※表內數字是指代表值。經磋商後我們設定規格。
5流路・槽形成
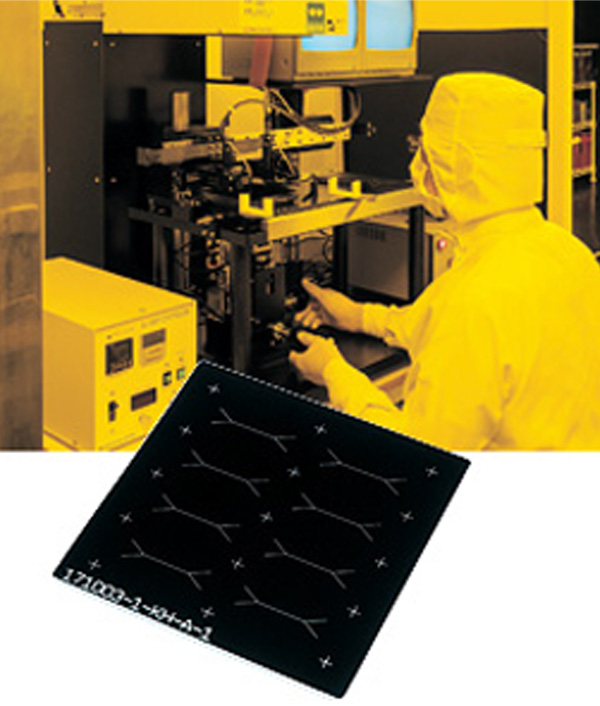
關於光學Flow Cell一般而言,是由研磨部材之間進行接合形成流路。這樣的製造方式只能在製造直線狀流路時後有效,但很難實現複雜的流路構造。本公司應用半導體元件製造上所使用的微影技術和蝕刻技術,實現如微流控晶片等,擁有微細且複雜的流路構造的產品。
除此之外,並使用加工中心或切割鋸等研磨設備,以實現流路/溝槽的加工成形。
流路製作方法的比較
| 加工方法 | 最小加工直徑(mm) | 流路的表面粗糙度 Ra(nm) | 加工可能的形狀 |
|---|---|---|---|
| 接合 | ≧0.05 | 0.5 | 直線 |
| 顯影與蝕刻 | ≧0.002 | 1 | 任意 |
| 加工中心 | ≧0.1 | 200 | 任意 |
| 切割鋸 | ≧0.1 | 200 | 直線 |
※表內數字是指代表值。經磋商後我們設定規格。
6組立
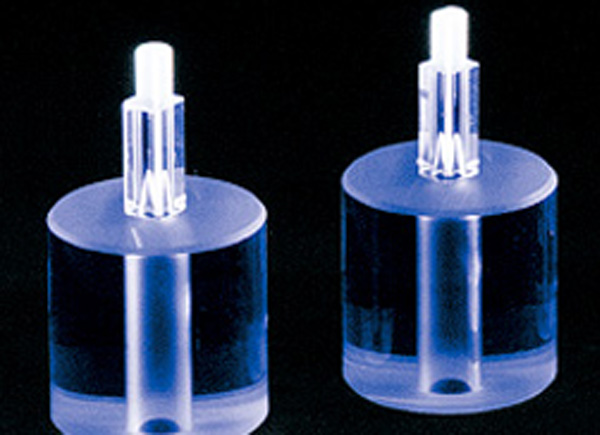
石英材質可以將複數部品透過接合方式製造出複雜的形狀。以接合的方式將每個部品完全合成一體,因此藉由這種方式製造而成的產品,其本身仍保有與石英本身材質同樣的材料特性。
接合石英的製程中,除了需要進行1,000℃以上的高溫處理之外,還需要保持一定程度的接觸面積,以及其他等幾項條件。當接合過程較困難時,也可以使用玻璃粉或是黏著劑進行部品組裝。我們將審慎考量產品所要求的品質以及精準度,並選擇最適當的組裝方式實現高規格的產品製造。
流路製作方法的比較
| 加工方法 | 面的應力 | 耐熱性 | 耐溶劑性 |
|---|---|---|---|
| 電沉積 | ○ | ○ | ○ |
| 火燄熔融 | △ | ○ | ○ |
| 玻璃粉接合 | ○ | △ | △ |
| 接合 | ○ | △ | △ |
7洗淨・檢查

產品在無塵室中,使用半導體面板等級的精密清潔技術洗淨。此外,為了提升產品的品質,對於製造過程中所使用的所有材料的清洗成為很重要的一環。本公司主力產品的流式細胞術Cell相關材料清洗流程,採用獨自設計開發的專用洗淨設備清洗,自動清洗流路的內部(□200~250μm)以達到穩定的潔淨度。
完成清洗後的產品在無塵室中進行檢查。經驗豐富的檢測人員以目視並搭配顯微鏡方式進行外觀檢查。關於尺寸或幾何公差的測量全以自動化測試設備進行,測量後的數值將存入資料庫作為後續品質管理上使用。